- 以人
- 为本
- 成人
- 达己
- 和谐
- 共赢
15802560642
15802560642
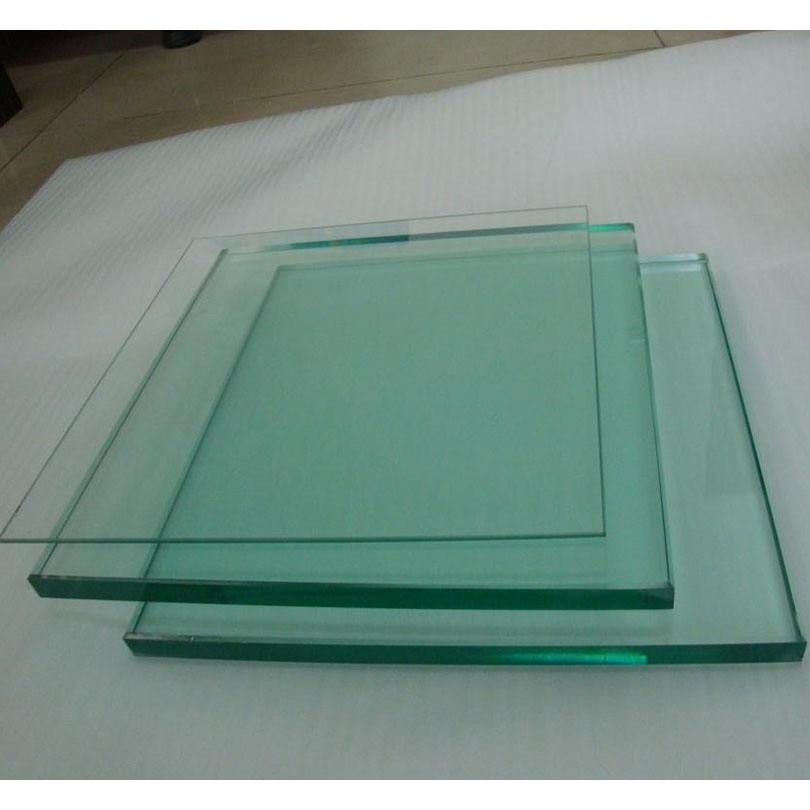
市场对于长沙钢化米兰官方站网页版在线登入-米兰(中国) 平整度的要求越来越高,最终的检验效果是米兰官方站网页版在线登入-米兰(中国) 安装到建筑物上,米兰官方站网页版在线登入-米兰(中国) 上反射的外界景物在几十米外看存在多大的扭曲变形,目前大部分米兰官方站网页版在线登入-米兰(中国) 均存在明显的变形现象。当然长沙中空米兰官方站网页版在线登入-米兰(中国) 由于环境温度或海拔高度的变化,造成内外压差导致米兰官方站网页版在线登入-米兰(中国) 凸起或凹陷现象,也会产生明显的扭曲变形现象。如果长沙中空米兰官方站网页版在线登入-米兰(中国) 生产时的环境温度和海拔高度与现场安装使用时的条件一致,并且安装良好,则安装因素不会对米兰官方站网页版在线登入-米兰(中国) 变形造成大的影响。这里我们只讨论钢化平整度对以上变形现象造成的影响。
目前衡量长沙钢化米兰官方站网页版在线登入-米兰(中国) 的平整度主要有两个技术指标:
弓形度和波形度,国家标准都有定义,波形度又分为中部波形度和边部波形度(翘曲),目前先进的钢化炉可以做到批量生产过程中,6MM透明钢化米兰官方站网页版在线登入-米兰(中国) 弓形度≤1‰、中部波形度≤0.05/300MM、边部波形度≤0.10/300MM,远远优于国家标准。但在有些情况下,远处看米兰官方站网页版在线登入-米兰(中国) 成像,依然能看到米兰官方站网页版在线登入-米兰(中国) 的边部反射成像存在扭曲现象。
左边一片米兰官方站网页版在线登入-米兰(中国) 边部扭曲现象明显,右边一片米兰官方站网页版在线登入-米兰(中国) 要好很多。通过大量的观察、总结及分析,米兰官方站网页版在线登入-米兰(中国) 的成像效果和波形度有一定的关系,对于米兰官方站网页版在线登入-米兰(中国) 的边部翘曲来说,波形度不好,成像效果不会好;波形度良好,成像效果一般会较好,但不是绝对的。主要是一片长沙钢化米兰官方站网页版在线登入-米兰(中国) 在传送方向的前端和尾端,变形现象更明显。
造成这一问题的主要原因是米兰官方站网页版在线登入-米兰(中国) 在炉内加热,前端和尾端加热比中部要快,并且由于传送辊道间距离较大,通常间距约120MM左右,米兰官方站网页版在线登入-米兰(中国) 前端和尾端有变软下垂现象。在进入到钢化段急冷时,也会造成米兰官方站网页版在线登入-米兰(中国) 边部和中部冷却收缩的不同,米兰官方站网页版在线登入-米兰(中国) 前端和尾端与中部相比,米兰官方站网页版在线登入-米兰(中国) 内局部密度有些差异,存在突变现象,造成微观结构上不均匀。当光线入射到米兰官方站网页版在线登入-米兰(中国) 上,在米兰官方站网页版在线登入-米兰(中国) 上下表面分别产生反射、折射和干涉现象,由于边部与中部微观结构的差异,反射景物如一条电线,到边部明显折弯,线条变粗,甚至变成一个光圈。一般情况边部波形越大,现象越明显;波形较小,会有所好转。通过大量的实验分析,要减小米兰官方站网页版在线登入-米兰(中国) 边部的变形现象,除尽可能减小边部波形外,还应重点改善米兰官方站网页版在线登入-米兰(中国) 加热的均匀性、炉内及钢化段的传动辊道水平及跳动和冷却均匀性等因素。
长沙钢化米兰官方站网页版在线登入-米兰(中国) ,长沙中空米兰官方站网页版在线登入-米兰(中国) ,长沙百叶米兰官方站网页版在线登入-米兰(中国) ,长沙夹层米兰官方站网页版在线登入-米兰(中国) ,长沙彩釉米兰官方站网页版在线登入-米兰(中国)
服务热线:15802560642 公司地址:长沙市岳麓区雷锋大道青山镇青山路
备案号:
免责声明:本站支持广告法相关规定, 且已竭力规避使用“极限化违禁词",如不慎出现仅代本站范围内对比,不支持以任何"违禁词”为借口举报我司违反《广告法》的变相勒索行为! 本站部分素材来源互联网,以传播信息为目的进行转载,如涉及版权请直接与客服联系,我们将及时更正删除,谢谢。
